Погрешность установки и погрешность базирования заготовки - ОСНОВЫ БАЗИРОВАНИЯ

ВИДЫ ПОГРЕШНОСТИ БАЗИРОВАНИЯ ПРИ БЕСЦЕНТРОВОМ ШЛИФОВАНИИ И СПОСОБОВ ЕЁ УСТРАНЕНИЯ
Сомов Д. Рассмотрено обобщённое понятие о бесцентровом шлифовании и погрешности базирования. Приведены виды и причины появления погрешности базирования, а также различные способы борьбы с ней. Описывается понятие абразивной обработки и различные способы бесцентрового шлифования внутренних и внешних поверхностей с отличительной особенностью каждого метода.










При обработке заготовок на станках различают следующие поверхности:. Для обеспечения определенного положения обрабатываемой заготовки на столе станка или в приспособлении необходимо решить задачу базирования заготовки с заданной точностью. Аналогичную задачу приходится решать при сборке машин, когда необходимо соединить с требуемой точностью детали и сборочные элементы. Придание заготовке или изделию требуемого положения относительно выбранной системы координат называют базированием. Поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точку, принадлежащие заготовке или изделию и используемые для базирования, называют базой. Проектирование технологических процессов обработки и сборки, а также расчет погрешностей связаны с выбором баз.
- Список литературы
- Базирование - придание заготовке требуемое положение относительно системы координат. База - поверхность либо сочетание поверхностей, ось, точка, принадлежащая заготовке и используемая для базирования.
- При обработке по методу пробных проходов первоначальное точное взаимное расположение заготовки, инструмента и приспособления не имеет особого значения, поскольку точность достигается измерением после каждого пробного прохода с последующей коррекцией положения перечисленных выше элементов ТС.
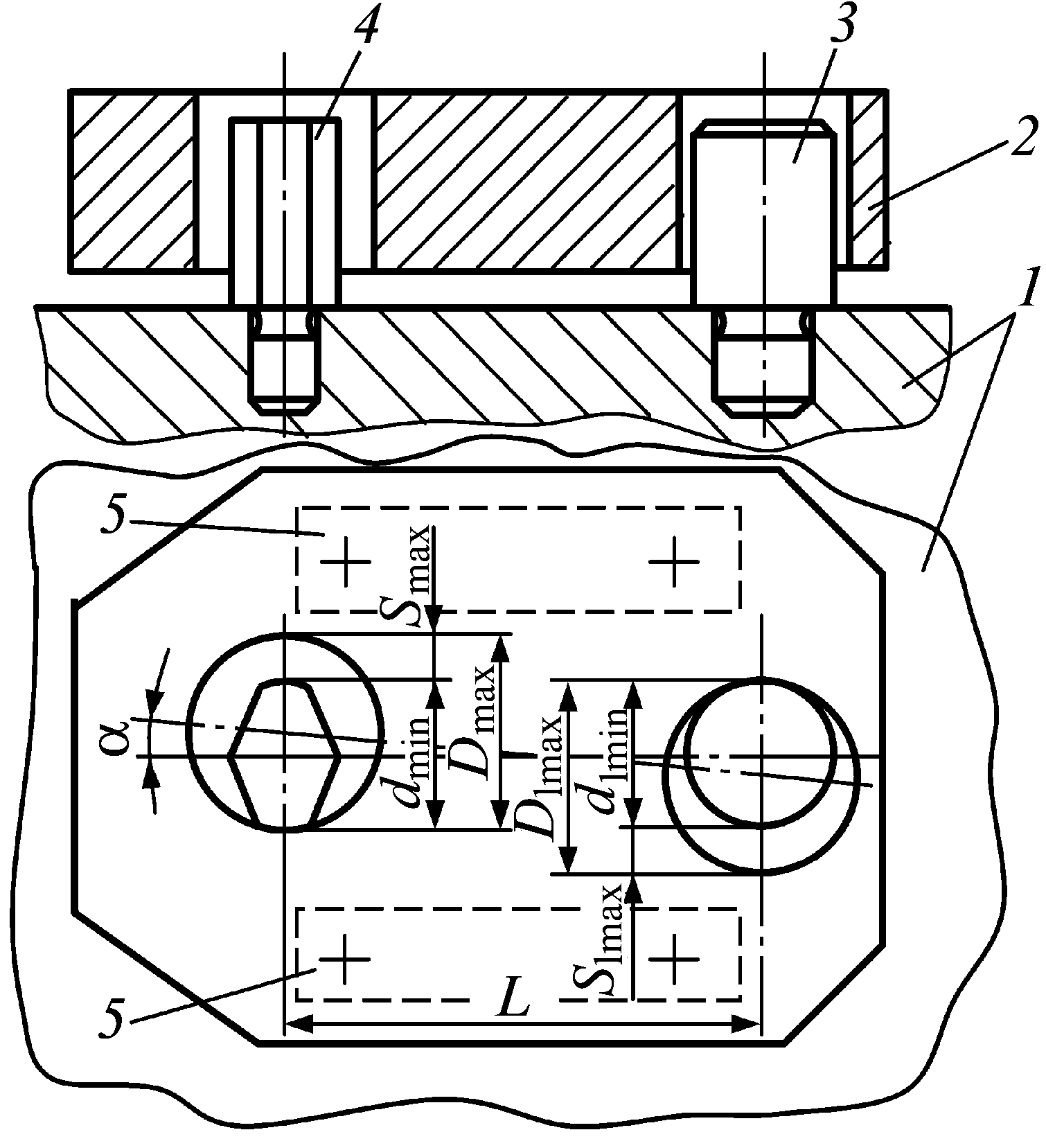
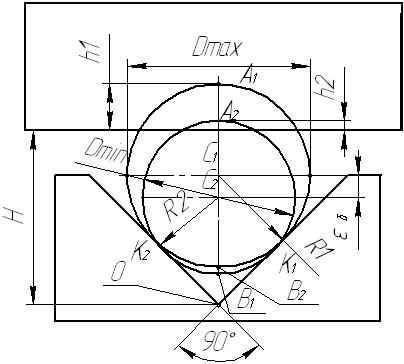
- Ильицкий В. Погрешности базирования и положения деталей в призмах.





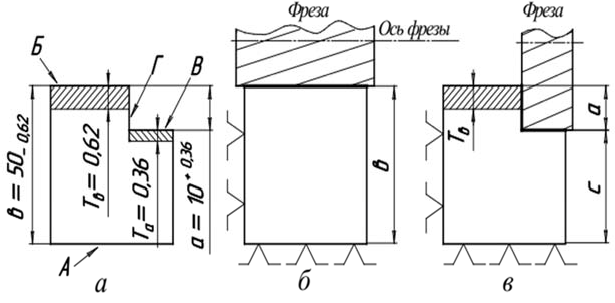
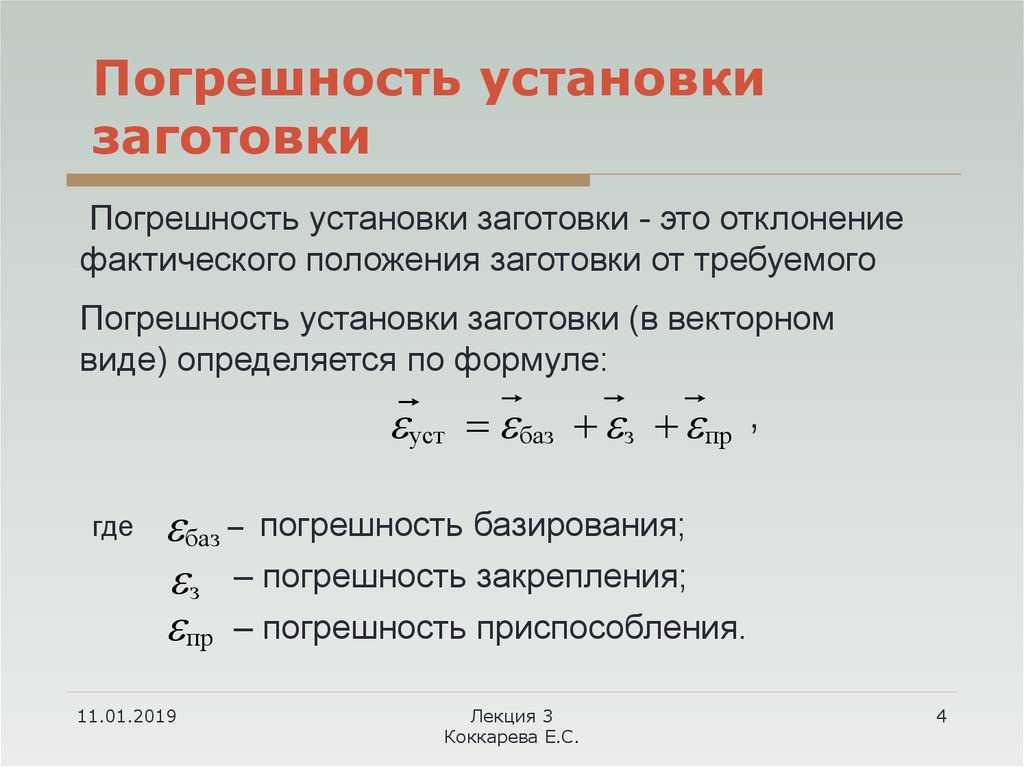
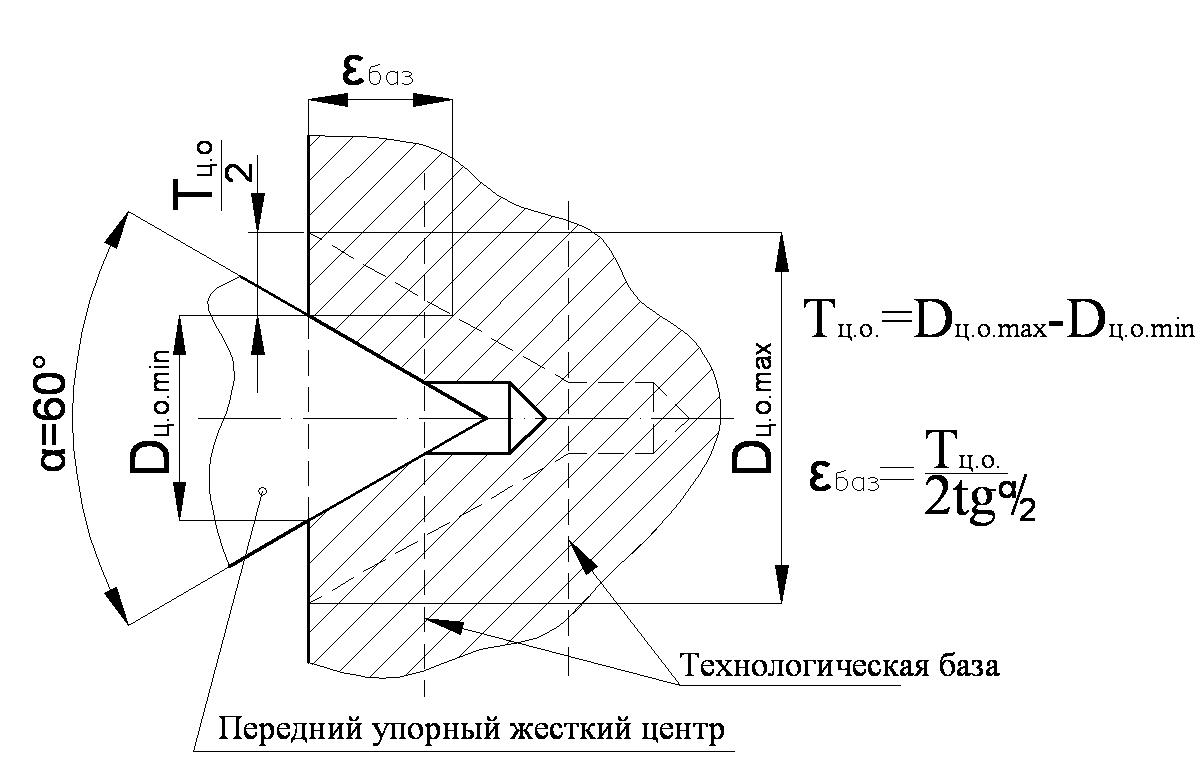
Погрешность установки включает в себя погрешность закрепления и погрешность положения заготовки в приспособлении:. Погрешность схемы базирования при обработке заготовок на настроенных станках погрешность возникает в том случае, если технологическая база не совпадает с измерительной базой выдерживаемого размера. Контактные деформации поверхностей стыка сопровождаются перемещением технологической и измерительной баз заготовки относительно положения установленного инструмента и поэтому тоже вызывают появление погрешности закрепления. Величина этих систематических погрешностей поддается предварительному анализу и расчету. Биение оси конического отверстия шпинделя вертикально-сверлильного станка по отношению к оси вращения шпинделя вызывает возрастание диаметра просверливаемого отверстия в связи с его "разбивкой". Они могут проявляться также как погрешности позиционирования при обработке на горизонтально- и координатно-расточных станках, на обрабатывающих центрах и т.